 Stock
Stock

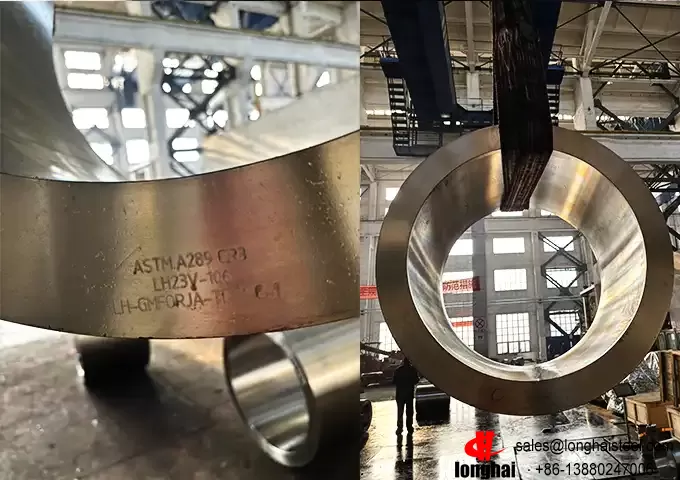
1.3816, X8CrMnN18-18, ASTM A289 Nonmagnetic retaining rings for 50MW-200MW power generator, acc. to ASTM A289, SEW 390
What is 1.3816, X8CrMnN18-18, ASTM A289 grade steel?
1.3816, X8CrMnN18-18, ASTM A289 Nonmagnetic retaining rings for 50MW-200MW power generator, acc. to ASTM A289, SEW 390
Products Form:



Chemical Composition
| Grade | Chemical composition WT % | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | N | Ti | V | Al | |
| ASTM A289 | 0.10 | 0.8 | 17.5-20 | 0.06 | 0.015 | 17.5-20 | 2.00 | 0.45-0.80 | 0.10 | 0.25 | 0.04 |
| 1.3816, X8CrMnN18-18 | 0.12 | 1.0 | 17.5-20 | 0.06 | 0.03 | 17.5-20 | 1.00 | 0.40-0.70 | |||
Mechanical Properties
Mechanical properties acc. to ASTM A289/A289M
- Grade 1
- Tensile strength ksi/MPa: min 145/1000
- 0.2% Offset Yield Strength Psi/MPa: Min 135/930
- Elongation in 2 in. or 50mm, min 28%
- Reduction of Area, min 60%
- Charpy V-Notch Energy, min. ft/lb/J: 70/95
- Grade 2
- Tensile strength ksi/MPa: min 155/1070
- 0.2% Offset Yield Strength Psi/MPa: Min 145/1000
- Elongation in 2 in. or 50mm, min 25%
- Reduction of Area, min 55%
- Charpy V-Notch Energy, min. ft/lb/J: 65/88
- Grade 3
- Tensile strength ksi/MPa: min 165/1140
- 0.2% Offset Yield Strength Psi/MPa: Min 160/1105
- Elongation in 2 in. or 50mm, min 20%
- Reduction of Area, min 50%
- Charpy V-Notch Energy, min. ft/lb/J: 60/81
- Grade 4
- Tensile strength ksi/MPa: min 170/1170
- 0.2% Offset Yield Strength Psi/MPa: Min 165/1140
- Elongation in 2 in. or 50mm, min 19%
- Reduction of Area, min 48%
- Charpy V-Notch Energy, min. ft/lb/J: 58/79
- Grade 5
- Tensile strength ksi/MPa: min 175/1205
- 0.2% Offset Yield Strength Psi/MPa: Min 170/1170
- Elongation in 2 in. or 50mm, min 17%
- Reduction of Area, min 45%
- Charpy V-Notch Energy, min. ft/lb/J: 55/75
- Grade 6
- Tensile strength ksi/MPa: min 185/1275
- 0.2% Offset Yield Strength Psi/MPa: Min 180/1240
- Elongation in 2 in. or 50mm, min 14%
- Reduction of Area, min 40%
- Charpy V-Notch Energy, min. ft/lb/J: 50/68
- Grade 7
- Tensile strength ksi/MPa: min 195/1345
- 0.2% Offset Yield Strength Psi/MPa: Min 190/1310
- Elongation in 2 in. or 50mm, min 12%
- Reduction of Area, min 35%
- Charpy V-Notch Energy, min. ft/lb/J: 40/54
- Grade 8
- Tensile strength ksi/MPa: min 200/1380
- 0.2% Offset Yield Strength Psi/MPa: Min 195/1345
- Elongation in 2 in. or 50mm, min 10%
- Reduction of Area, min 30%
- Charpy V-Notch Energy, min. ft/lb/J: 35/47
Physical Properties
- Modulus of elasticity [103 x N/mm2]: 195
- Density [g/cm3]: 7.70
Coefficient of Linear Thermal Expansion 10-6 oC-1
| 20-100oC | 20-200oC | 20-300oC | 20-400oC |
|---|---|---|---|
| 16.0 | 17.10 | 17.90 | 18.70 |
Heat Treatment
Solution Heat Treatment
Harden from a temperature of 1020-1120oC followed by water or air quenching.
Forging
Hot forming temperature: 1150-950oC.
Thermal Properties
Welding Properties
The presence of nitrogen in this grade improves its strength and corrosion resistance. However, it can also affect the weldability of the material. The welding performance of X8CrMnN18-18 can be influenced by several factors, including: 1. Welding Method: X8CrMnN18-18 can be welded using various methods, such as shielded metal arc welding (SMAW), gas tungsten arc welding (GTAW/TIG), gas metal arc welding (GMAW/MIG), and resistance spot welding. The choice of welding method depends on the specific application and desired results. 2. Preheating and Post-weld Heat Treatment: Preheating the base material before welding can help reduce the risk of cracking and improve the material's weldability. Additionally, post-weld heat treatment processes, such as annealing or solution treatment, may be necessary to restore the material's properties after welding. 3. Welding Consumables: The selection of appropriate welding consumables, including filler metals and shielding gases, is crucial for achieving sound welds and maintaining the corrosion resistance of X8CrMnN18-18. Consultation with welding experts or referring to the manufacturer's recommendations can help determine the most suitable consumables. 4. Welding Parameters: Optimal welding parameters, such as welding current, voltage, travel speed, and heat input, should be determined to ensure proper fusion and minimize the risk of defects in the weld.
Machining Properties
Hot processing performance: X8CrMnN18-18 can be hot processed at high temperatures, such as hot extrusion, hot rolling, etc. At high temperatures, the material has good ductility and plasticity, making it easy to form complex shapes.Cold working performance: X8CrMnN18-18 can be cold processed at room temperature, such as cold rolling, cold drawing, etc. During cold working, the material has good plasticity and deformability, making it easy to carry out detailed processing and deformation.Cutting performance: X8CrMnN18-18 has good cutting performance and is suitable for drilling, milling, turning and other cutting processes. However, due to its higher strength and hardness, it may be necessary to use appropriate cutting tools and cutting parameters to ensure cutting quality.
1.3816, X8CrMnN18-18, ASTM A289 Non-magnetic Steel stock list
| Steel Grade | Shape | Dimension(mm) | Quantity(PCs) | Weight(Kg) | Condition | Smelt |
|---|
What is 1.3816, X8CrMnN18-18, ASTM A289 equivalent to?
1.3816, X8CrMnN18-18, ASTM A289 Grade 3, P900