 Stock
Stock

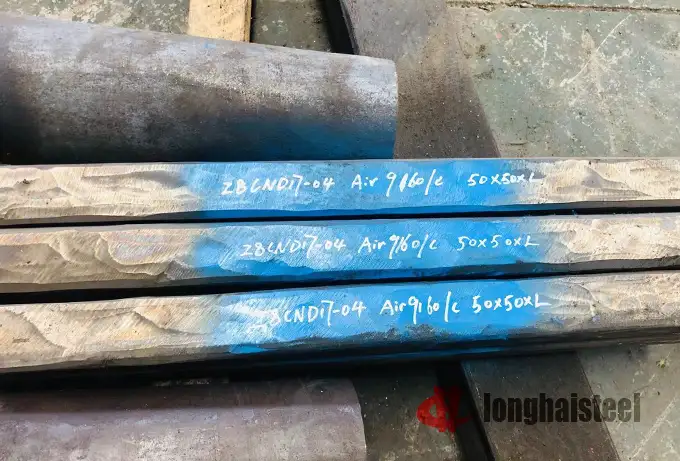
1.4418, X4CrNiMo16-5-1, Z8CND17-04 Martensitic stainless steel have high tensile properties combined with excellent ductility and better corrosion resistance than the common type 400 series martensitics. acc. to EN 4628-2013, AIR 9160/C
- Applications & Details
- Chemical Composition
- Mechanical Properties
- Physical Properties
- On Stocks
- Heat Treatment
- Thermal Properties
- Welding
- Machining
- Similar or equivalents steel grade
What is 1.4418, X4CrNiMo16-5-1 grade steel?
1.4418 has higher tensile properties, excellent ductility and better corrosion resistance than ordinary 400 series martensitic materials, very good corrosion resistance in corrosive media and very good mechanical and impact properties, At the same time reduced carbon content, good corrosion resistance and low temperature toughness up to -200°C In the quenched and tempered state, the structure of X4CrNiMo16-5-1 consists of tempered martensite + stabilized austenite and a small amount of ferrite . The number and distribution of these phases is strictly dependent on the chemical equilibrium. In the quenched state, higher Rm and HB values are obtained, reaching a maximum after tempering at about 450°C. Raising the temperature above 500°C begins to form finely dispersed stable austenite, reaching a maximum around 610°C. This stabilized austenite has good toughness even at low temperatures and does not later transform into martensite. cool down. Conversely, at temperatures above A1 (e.g. 620°C), some austenite becomes unstable and transforms into martensite after cooling from temperatures below Ms. This behavior requires further tempering to avoid stress conditions that can lead to quench cracking and stress corrosion.
Applications include turbine parts, propeller shafting, shafting, piston rods and hydropower plant equipment, compressors, pumps, turbines, oil and gas industries, turbine subassemblies, nuts and bolts, shafts, pins, pistons, spindles, crankshafts, In chemical, energy, marine, shipbuilding, aviation/cryogenic industries.
Products Form:

Chemical Composition
| Grades | Chemical Composition WT % | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Mn | Si | P | S | Cr | Ni | Mo | N | |
| 1.4418, X4CrNiMo16-5-1 | Max 0.6 | Max 1.5 | Max 0.7 | Max 0.04 | Max 0.03 | 15.0 - 17.0 | 4.0 - 6.0 | 0.8 - 1.5 | Min 0.02 |
| Z6CND16-05-01 | Max 0.06 | Max 1.0 | Max 1.0 | Max 0.040 | Max 0.025 | 15.0 - 17.0 | 3.5 - 5.5 | 0.80 - 1.25 | - |
| Z8CND17-04 | 0.05 | 0.75 | - | - | - | 16.0 | 5.0 | 1.0 | 0.03 |
| S165M, SS 2387 | Max 0.05 | Max 1.5 | Max 1.0 | Max 0.045 | Max 0.030 | 15.0 - 17.0 | 4.0 - 6.0 | 0.8 - 1.5 | - |
Mechanical Properties
Annealed condition +A
- Dimensions Max 16mm
- Tensile strength, Rm: <1150 MPa
- Hardness, HB: <380
- Dimensions Min 16mm
- Tensile strength, Rm:1100 MPa
- Hardness, HB:320
+QT 760
- Tensile strength, Rm: 760 - 960 MPa
- The yield point, Re: Min 550 MPa
- Elongation, A:Min 16%
- Impact resistance for dimensions KV20℃: Min 70J
+QT 900
- Tensile strength, Rm: 900 - 1150 MPa
- The yield point, Re: Min 700 MPa
- Elongation, A:Min 10%
- Impact resistance for dimensions KV20℃: Min 60J
+QT 840
- Tensile strength, Rm: 840 - 1100 MPa
- The yield point, Re: Min 660 MPa
- Elongation, A:Min 14%
- Impact resistance for dimensions KV20℃: Min 55J
Thermal Properties
| Properties | Temperature | |||||||
|---|---|---|---|---|---|---|---|---|
| 100℃ | 150℃ | 200℃ | 250℃ | 300℃ | 350℃ | 400℃ | ||
| p0,2 (MPa) | +QT760 | Min 520 | Min 510 | Min 500 | Min 490 | Min 480 | - | - |
| +QT900 | Min 660 | Min 640 | Min 620 | Min 600 | Min 580 | - | - | |
| +QT840 | Min 660 | Min 640 | Min 620 | Min 600 | Min 580 | - | - | |
| Modulus of elasticity, E (GPa) | 195 | - | 185 | - | 175 | - | 170 | |
| -1) | 10,3 | - | 10,8 | - | 11,2 | - | 11,6 | |
Welding Properties
1.4418 is readily weldable using all standard welding techniques. Care must however be taken to ensure that hydrogen or carbon containing gasses are not used when welding under shielded gas. Pre-heating of the work piece to a temperature between 100 °C and 200 °C is recommended. After welding, the weldment should either be annealed or tempered, as described before. If a filler material is required, then either a matching filler or Novonit® 4430 should be used.
Machining Properties
The machinability of this grade of stainless steel is directly related to its hardness. 1.4418 machines similar to carbon steels of the same hardness. titlehough it must be realised that the machining parameters will vary depending on the heat treated condition and hardness of the steel, the following parameters can be used as a guideline
1.4418, X4CrNiMo16-5-1, Z8CND17-04 Aerospace stock list
| Steel Grade | Shape | Dimension(mm) | Quantity(PCs) | Weight(Kg) | Condition | Smelt |
|---|